Når du skærer gevind i messing eller kobber, ender du så med flossede gevind eller en ru overflade? Det er et almindeligt problem blandt maskinarbejdere. Selvom disse metaller er bløde, er de ikke lette at bearbejde.
Faktisk gør deres unikke egenskaber gevindsnitning til en udfordring. Lad os se nærmere på problemerne – og løsningerne.
Hvorfor bløde metaller ikke opfører sig som forventet
Mange tror, at kobber og messing – fordi de er bløde – burde være nemme at skære i. Men sådan er det ikke. I modsætning til stål skærer de ikke rent. I stedet deformeres de under tryk. Presser du for hårdt, flytter materialet sig i stedet for at blive skåret. Resultatet er runde og svage gevind.
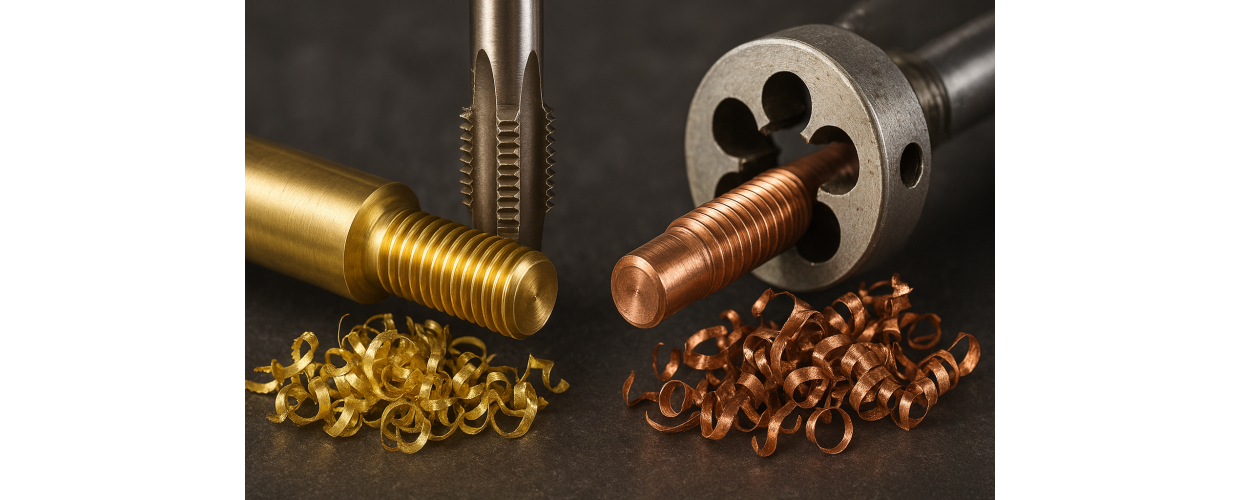
Et andet problem er spåndannelsen. Hårdere metaller knækker i små, håndterbare spåner. Kobber og messing danner derimod lange, seje spåner. Hvis de ikke kontrolleres, tilstopper de værktøjet, opvarmer emnet og ødelægger gevindene.
Arbejdshærdning i kobber
Kobber forbliver ikke blødt. Det bliver hårdere, jo mere du bearbejder det. Hver passage med et gevindværktøj tilfører spænding, som gør materialet hårdere og mindre medgørligt. Det giver ujævne gevind og øget værktøjsslid.
Varme er også et problem. Friktionen ved gevindsnitning opbygger hurtigt temperatur. Hvis kobberet bliver for varmt, hærder det yderligere. I stedet for en glat skæring begynder værktøjet at skrabe og flænse metallet. En god teknik og den rette smøring forhindrer dette.
Hvorfor messing griber og flænser
Messing findes i forskellige kvaliteter, og nogle er værre end andre til gevindsnitning. Jo højere zinkindhold, desto større risiko for at metallet griber, flænser eller skærer uforudsigeligt. Mange beskriver det som “klæbrigt.” Ét øjeblik skærer det fint, næste øjeblik sætter det sig fast i værktøjet.
Messing har også en tendens til at sætte sig på skærekanten. Små stykker messing svejser sig fast på værktøjets skærflade, hvilket ødelægger finishen og gør gevindsnitningen endnu sværere. Derfor er det vigtigt at vælge den rette messing-legering og skærestrategi.
Vælg den rette skærevæske
Skærevæske reducerer ikke kun friktionen, men køler også emnet, fjerner spåner og forbedrer gevindkvaliteten. Men ikke alle væsker virker på samme måde.
For meget olie kan gøre ondt værre – overfladen bliver for glat, så værktøjet har svært ved at bide. For lidt, og du får overophedning og værktøjsslid. Til messing er en let olie bedst. Til kobber virker en tungere gevindskærevæske bedre mod arbejdshærdning.
Forskellige værktøjer til forskellige materialer
Der findes mange typer gevindværktøjer, men standard tappe og bakker er oftest designet til stål. De fungerer ikke altid optimalt på bløde metaller. Er skærevinklen for aggressiv, graver de sig for dybt. Er den for lav, skraber de blot uden at skære.
Til messing virker en høj spånvinkel og poleret skæroverflade bedst for at undgå flænsning. Til kobber kræves en skarpere skærekant og en lidt lavere spånvinkel for at undgå deformation. Tilpassede eller modificerede værktøjer gør en stor forskel.
Håndgevind vs. maskin-gevind
Håndgevind lyder simpelt, men er vanskeligt i disse metaller. Det ujævne tryk ved manuel gevindskæring kan let forvride bløde materialer. Hvis bakken ikke sidder helt i vinkel, bliver de første gevind skæve – og så er hele emnet ødelagt.
Maskin-gevind giver bedre kontrol, men kun hvis fremføringshastighed og omdrejninger er korrekt indstillet. For højt tempo giver koldsvejsning, for lavt tempo giver arbejdshærdning. CNC-gevindskæring kræver præcise indstillinger, hvor selv små justeringer kan ændre resultatet.
Sådan undgår du koldsvejsning og deformerede gevind
Koldsvejsning er et stort problem ved gevind i kobber og messing. Det sker, når metallet sætter sig fast på værktøjet og skaber ru, ødelagte gevind. Når først koldsvejsningen er startet, er den svær at stoppe – forebyggelse er den eneste løsning.
Overfladebehandlinger som let oliebelægning hjælper. Det samme gør korrekt værktøjsvalg, der mindsker friktionen. I nogle tilfælde kan en let glødebehandling før gevindsnitningen blødgøre metallet og gøre det lettere at skære rene gevind.
Reparer dårlige gevind uden at starte forfra
Fejl kan ske. Men ikke alle dårlige gevind betyder, at emnet skal kasseres.
Ved mindre skader kan en gevindrenser friske kanterne op. Hvis gevindene er dybere men stadig kan reddes, kan en gevindindsats genskabe styrken. Men hvis gevindene er fuldstændig deformerede, er der ingen genvej – så må du skære dem af og starte forfra. At vide hvornår man skal redde, og hvornår man skal starte på ny, sparer både tid og materiale.
Konklusion
At skære gevind i kobber og messing er ikke så ligetil, som det ser ud. Disse metaller reagerer anderledes på tryk, varme og skærekræfter. Hvis du behandler dem som stål, vil problemerne opstå.
Brug de rette værktøjer. Kontroller skærehastigheden. Vælg den rigtige smøring. Og vigtigst af alt – forstå hvordan metallerne reagerer under gevindsnitning.